Ուղղակի ռովինգ CFRT-ի համար



Ուղղակի ռովինգ CFRT-ի համար
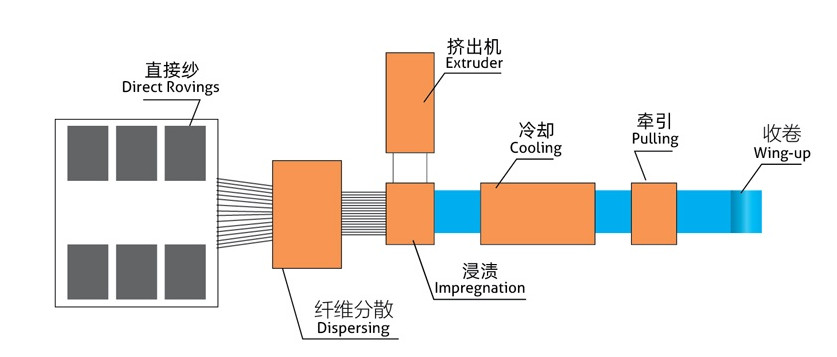
CFRT գործընթացի համար օգտագործվում է անընդհատ մանրաթելային ամրացված ջերմապլաստիկների ուղղակի պտտեցումը: Ապակեթելային թելերը դրսից բացվել են դարակի վրա գտնվող կոճերից, այնուհետև դասավորվել են նույն ուղղությամբ: Թելերը ցրվել են լարվածության միջոցով և տաքացվել տաք օդով կամ ինֆրակարմիր ճառագայթմամբ: Էքստրուդերի միջոցով տրամադրվել է հալված ջերմապլաստիկ միացություն, որը ճնշման միջոցով ներծծվել է ապակեթելային թելերի մեջ: Սառեցնելուց հետո ձևավորվել է վերջնական CFRT թերթը:
Հատկանիշներ
● Առանց փրփուրի
● Համատեղելիություն բազմաթիվ խեժային համակարգերի հետ
● Լավ մշակում
● Գերազանց ցրում
● Գերազանց մեխանիկական հատկություններ
Դիմում.
Այն օգտագործվում է որպես ավտոմոբիլային, շինարարական, տրանսպորտային և ավիացիոն արդյունաբերություն։

Ապրանքների ցանկ
| Ապրանք | Գծային խտություն | Խեժի համատեղելիություն | Հատկանիշներ | Վերջնական օգտագործում |
| BHCFRT-01D | 300-2400 | PA, PBT, PET, TPU, ABS | Համատեղելիություն բազմաթիվ խեժային համակարգերի հետ, ցածր փրփրունություն | ավտոմոբիլային, շինարարական, տրանսպորտի և ավիացիոն արդյունաբերության |
| BHCFRT-02D | 400-2400 | ՊՊ, ՊԵ | Գերազանց ցրում, գերազանց մեխանիկական հատկություններ | ավտոմոբիլային, շինարարական, սպորտային, էլեկտրական և էլեկտրոնային |
| Նույնականացում | ||||
| Ապակու տեսակը | E | |||
| Ուղիղ ռովինգ | R | |||
| Թելիկի տրամագիծը, մկմ | 400 | 600 | 1200 | 2400 |
| Գծային խտություն, տեքս | 16 | 16 | 17 | 17 |
| Տեխնիկական պարամետրեր | |||
| Գծային խտություն (%) | Խոնավության պարունակությունը (%) | Չափս Պարունակություն (%) | Կոտրման ամրություն (N/Tex) |
| ISO1889 | ISO3344 | ISO1887 | IS03341 |
| ±5 | ≤0.10 | 0.55±0.15 | ≥0.3 |
CFRT գործընթաց
Պոլիմերային խեժի և հավելանյութերի հալված խառնուրդը ստացվում է էքստրուդերի միջոցով: Անընդհատ թելիկավոր շերտը ցրվում և ներծծվում է՝ այն քաշելով հալված խառնուրդի միջով: Սառեցնելուց, չորացնելուց և փաթաթելուց հետո ձևավորվում է վերջնական նյութը: